
Сварочная дуга
Сварочная дуга свободного горения создается электрическим газовым разрядом, в основном в условиях нормального давления воздуха . С физической точки зрения, это плазма - смесь частиц, состоящих из паров металлов от электродов, атомов нейтрального газа, ионов и электронов. Столб дуги имеет температуру от 4000 до 16000 Кельвинов . Это делает дугу пригодной в качестве технического инструмента для изготовления сварных соединений с использованием большого количества различных сварочных процессов .
Сварочная дуга горит токами от нескольких ампер до нескольких килоампер при напряжении от 8 до 60 вольт между отрицательно поляризованным катодом и анодом .
Физические основы
Состояние плазмы
Газовая смесь в плазменном состоянии находится в особом (четвертом) физическом состоянии вещества при высоких температурах. При повышении температуры все вещество проходит через три известных агрегатных состояния (твердое, жидкое и газообразное), чтобы перейти в состояние проводящей плазмы при дальнейшем повышении температуры. Нейтральные атомы распадаются на электроны и положительные ионы.
Сварочная дуга как источник энергии

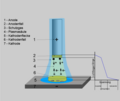
Температурное поле сварочной дуги TIG по Вендельсторфу

Потенциальное распределение дуги TIG в атмосфере защитного газа аргона и гелия согласно приведенным в
Образование дуги и падение напряжения на дуге (схема)

Транспортное средство дугового разряда в соответствии с цитируемым в

Теплопроводность плазмы в разных газах.





Сварочная дуга преобразует электрическую энергию в тепловую . Электрическая энергия является результатом продукта дуги тока , дуги напряжения и времени сварки , в результате чего напряжение дуги состоит из падения напряжения на аноде , катоде и дуги колонке:







- .

Наибольшая часть оборота энергии приходится на области анодного и катодного падения. В столбе дуги вырабатывается менее 1/3 всей энергии. Площадь катодной и анодной областей падения пренебрежимо мала по сравнению с длиной столба дуги.
Дуговые процессы
Чтобы дуга загорелась, электроны должны покинуть катод за счет термоэмиссии (при высокой температуре катода), автоэлектронной эмиссии (при низкой температуре катода) или термополевой эмиссии в виде смешанной формы электронной эмиссии в область катодного падения. Там они ускоряются электрическим полем и вызывают термическую ионизацию изначально нейтрального газа. Это высвобождает больше электронов и создает положительные ионы, которые мигрируют к катоду. Большее количество электронов вызывает дальнейшую ионизацию атомов нейтрального газа за счет столкновения перед столбом дуги и в нем, количество электронов продолжает увеличиваться, атомы ионизированного газа мигрируют к катоду, а электроны - к аноду. В то же время часть ионов соединяется с электронами с образованием нейтральных атомов ( рекомбинация ). Этот процесс также продолжается в зоне падения анода. Поскольку электроны имеют гораздо более высокую подвижность, чем положительные ионы, перенос заряда почти исключительно осуществляется электронами. Ток, протекающий через плазму, вызывает магнитное поле, которое сужает дугу ( пинч-эффект ), что ускоряет поток плазмы и улучшает передачу тепла в заготовку.
Характеристика дуги

Измеряемое падение напряжения при сварке MIG / MAG
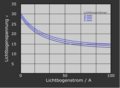
Теоретические характеристики дуги TIG с разной длиной дуги по Гольдману, цитируемой в

Характеристики дуги для сварки MAG в соответствии с моделью EN 60974-1 и



При постоянной длине дуги падение напряжения на дуге изменяется по мере увеличения тока дуги. Эта функциональная зависимость между напряжением и током называется характеристикой дуги (см. Также вольт-амперную характеристику ). Помимо длины дуги и состава плазмы, сварочное напряжение зависит от геометрии электрода и состава материала электродов.
Неплавящийся электрод
Для дуги при сварке TIG в аргоне приведена следующая функциональная зависимость, экспериментально подтвержденная в диапазоне более высоких токов:

с длиной дуги.

Расходный электрод
Постоянный перенос материала затрудняет определение статической характеристики дуги, но это можно сделать путем измерения тока и напряжения и одновременной записи в замедленном режиме. При измерении напряжения в технических условиях (например, сварка MIG или MAG) необходимо учитывать, что помимо падения напряжения на дуге падение напряжения на так называемой свободной длине провода , на контактной трубке и, например, Также измеряется Т. над заготовкой :



- .

Функциональную взаимосвязь между сварочным напряжением и сварочным током можно описать как модель для сварки в атмосфере CO 2, используя следующую функцию:
- .

Стандарт EN 60974-1: 2012 определяет стандартные характеристики дуги для различных процессов дуговой сварки; для дуговой сварки металлическим электродом с постоянным напряжением используется следующая модель:
- .

(Модель используется для определения рабочего диапазона источника питания.)
Типы дуги

Виды сварочных дуг по

Типы дуги по Linde


Для сварки различают разные типы дуг в зависимости от процесса сварки и технических и физических условий, при этом основное различие заключается в том, плавятся ли электроды или нет. К характеристикам также относятся тип тока ( постоянный или переменный ток ) или тип и состав защитного газа, в котором горит дуга.
Плавящиеся электроды плавятся под тепловым воздействием дуги, в результате чего жидкий электродный материал соединяется с расплавленным основным материалом и образует сварное соединение. Неплавящиеся электроды используются только для создания дуги в качестве источника тепла при сварке. Дуги постоянного тока горят с постоянной полярностью. В случае дуги переменного тока полярность электродов постоянно изменяется в зависимости от частоты сети или другой генерируемой частоты.
Виды дуг при сварке неплавящимся электродом
Дуга TIG
Зажигание дуги
Дуга между неплавящимся вольфрамовым электродом и деталью может быть зажжена бесконтактным искровым разрядом . Высокое напряжение источника высокого напряжения между электродами создает канал ионизирующей искры в окружающем нейтральном газе, через который может возникать дуга. После того, как ионизированный канал установлен, источник сварочного тока должен подавать энергию, необходимую для дуги, с достаточной скоростью, чтобы зажечь дугу. Это зависит от напряжения холостого хода источника напряжения и его индуктивности. В атмосфере аргона для зажигания дуги требуется напряжение от 1,2 до 3 кВ с зазором между электродами от 1 до 3 мм.
Дуга TIG может также зажигаться от прикосновения к электродам и, следовательно, от теплового излучения. Однако это имеет технические недостатки, такие как повреждение и загрязнение вольфрамового электрода. Вариантом этого типа зажигания является зажигание лифт-дугой, при котором зажигание происходит при малом токе, который увеличивается до необходимой силы после зажигания дуги.
Горение дуги постоянного тока
Зажженная дуга горит в установившемся режиме с постоянной длиной дуги и в тех же условиях окружающей среды с постоянными значениями тока и напряжения. Однако в реальной эксплуатации он может показывать неровности, вызванные внезапными смещениями оси дуги в результате перемещения катодного пятна. Катодное пятно перемещается в области большей концентрации внедренных оксидов (торий, лантан, цирконий, церий). Они спекаются в материале вольфрамового электрода, чтобы уменьшить работу выхода электронов и тем самым обеспечить более высокую эмиссию электронов и лучшие свойства зажигания. Эффект перемещения катодной фокальной точки возникает, в частности, при большой токовой нагрузке.
Дуга переменного тока горит

Изменение во времени напряжения холостого хода, напряжения дуги и тока при сварке TIG переменным током

Характеристики динамической дуги для сварки алюминия TIG согласно


Дуга TIG переменного тока меняет свою полярность при изменении полярности источника сварочного тока. Он гаснет, когда ток падает ниже минимума, в результате чего токопроводящий канал остывает и ионизация быстро падает. Постоянная времени, с которой уменьшается проводимость столба газа, называется тепловой постоянной времени (τ). Проводимость ( ) непрерывно горящего дугового столба зависит от запасенной тепловой энергии ( ) дугового столба и мощности дуги ( ). В установившемся режиме подаваемая электроэнергия ( ) компенсирует тепловые потери ( ). Если подводимая энергия выходит из строя, проводимость уменьшается с тепловой постоянной времени τ, для которой Майр (цитируется в) описывает модель:




- .

Повторное зажигание должно произойти в пределах временного окна, заданного τ. Решающими для этого являются динамические свойства источника сварочного тока, т.е. ЧАС. на способности поставлять высокую энергию через короткое время после того, как ток перестал быть нулевым. Нагретый вольфрамовый электрод поддерживает повторное зажигание, испуская тепловые электроны, если он поляризован как катод. Если сторона детали (например, сделанная из алюминия) поляризована как катод, эмиссия электронов очень мала. Повторное зажигание затруднено. При зажигании дуги происходит скачок напряжения. Напряжение дуги после повторного зажигания выше, чем при обратной полярности, поскольку тепловыделение сварочной ванны ниже, что приводит к возникновению постоянной составляющей напряжения. Создается асимметричная динамическая характеристика пользовательского интерфейса.
Виды дуг при сварке плавящимся электродом
Дуга MIG / MAG

Зажигание дуги при сварке MIG / MAG (схема)

Перенос материала по короткой дуге

Дуга и перенос материала в импульсных дугах

Дуга и перенос материала при струйной дуге




Проволока плавится дугой по-разному, в зависимости от варианта процесса и установленных параметров сварки. Форма перехода материала при сварке MIG / MAG изменяется с увеличением силы сварочного тока и напряжения. Они постепенно сливаются друг с другом, границы стираются. По мере увеличения напряжения дуги объем капли увеличивается, и переход материала становится без короткого замыкания. Если длина дуги слишком велика, дуга гаснет после переноса материала. Количество капель увеличивается с увеличением силы тока. При этом их объем уменьшается.
Зажигание дуги
Дуга при сварке плавящимся электродом зажигается при кратковременном прикосновении электрода к заготовке. Относительно высокий ток короткого замыкания плавит и испаряет мост короткого замыкания. Пар металла имеет высокое локальное давление и высокую плотность, что означает, что термическая ионизация может быть вызвана приложенным напряжением. Дуга может загореться. В зависимости от размера контактной площадки и уровня тока короткого замыкания дуга может возникнуть сразу или только после того, как процесс будет повторен несколько раз. Высокое напряжение холостого хода, высокий ток короткого замыкания, быстрое нарастание тока и небольшая площадь контакта способствуют немедленному зажиганию дуги.
Горение короткой дуги
Длина дуги изменяется циклически. Это связано со сдвигом рабочей точки сварочного тока и сварочного напряжения. В фазе отделения капли, когда капля приближается к расплаву, напряжение дуги снижается до тех пор, пока капля не перейдет в ванну расплава. Возникает короткое замыкание, ток увеличивается в соответствии с индуктивностью сварочной цепи до максимального тока короткого замыкания. Скорость нарастания тока источника питания во многом определяет тип отрыва капли. После повторного зажигания дуги напряжение резко возрастает. Сварочный ток снова падает и регулируется в соответствии с положением рабочей точки дуги на характеристике источника питания. Протекание кратковременного сварочного тока в основном определяется динамическими свойствами источника сварочного тока. В современных источниках сварочного тока эти свойства специально создаются посредством контроля и регулирования . Во время капельного короткого замыкания измеряемое напряжение не падает полностью, так как свободный участок нагретого провода имеет четкое динамически изменяющееся сопротивление.
Горение импульсной дуги
При сварке импульсной дугой основное напряжение регулярно накладывается на повышенное импульсное напряжение, в результате чего основной ток и импульсный ток чередуются с заданной частотой и длительностью импульса. Во время основной фазы тока дуга горит с малой мощностью, присадочный материал плавится, а сварочная ванна остается жидкой. Во время фазы импульса образуется крупная капля, которая отрывается от нарастающей магнитной перетяжки ( пинч-эффект ). В зависимости от диаметра проволоки и материала электродов параметры настройки должны быть выбраны таким образом, чтобы капля отрывалась при каждом импульсе тока.
Импульсная сварка сегодня получила широкое распространение из-за различных преимуществ сварки более тонких листов. Подвод тепла можно уменьшить и контролировать, тонкие листы можно сваривать с помощью более толстой проволоки, скорость наплавки выше, а разбрызгивание может быть значительно уменьшено. При сварке тонкого листового металла особенно важно подавать как можно меньше тепла в компонент, чтобы уменьшить тепловую деформацию. По этой причине различные производители источников сварочного тока разработали способы снижения мощности сварки при сохранении той же скорости наплавки и снижения образования брызг за счет использования специальных форм импульсов и управления подачей проволоки.
Зажигание струйной дуги
Распылительная дуга горит непрерывно, не прерывая короткого замыкания. Материал переносится из проволочного электрода в сварочную ванну в виде мелких капель. В металл шва вводится относительно большое количество тепловой энергии, поэтому зона термического влияния и, следовательно, деформация детали больше, чем при короткой дуге. Этот тип дуги используется для сварки листов большей толщины.
Взаимодействие между источником напряжения и дугой
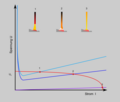
Рабочая точка для сварки короткой дугой как точка пересечения характеристики дуги и статической характеристики UI источника напряжения.
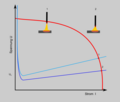
Рабочие точки при сварке TIG с «падающей» характеристикой ИП источника напряжения
Схема внутреннего регулирования сварки в инертном газе



Для создания дуги требуется источник напряжения (технически: источник сварочного тока) подходящей мощности и характеристики UI . В зависимости от характеристик дуги и источника напряжения устанавливается вольт-амперная рабочая точка.
Неплавящийся электрод
При сварке электродами, которые не плавятся ( сварка TIG ), цель состоит в том, чтобы поддерживать сварочный ток как можно более постоянным, даже когда длина дуги изменяется из-за изменения расстояния до кончика электрода или из-за магнитных воздействий. Это достигается за счет так называемого «падающего» ИП характеристики источника напряжения.
Плавящийся электрод (сварка MIG / MAG)
При сварке плавящимся электродом рабочая точка постоянно меняет свое положение. Причинами этого являются изменение длины дуги и короткое замыкание во время переноса капли в сварочную ванну в случае короткой дуги или систематически генерируемое изменение тока при импульсной сварке. Отклонение дуги магнитными полями и перемещение точек крепления дуги на аноде и катоде также приводят к смещению рабочей точки. Для поддержания процесса сварки необходимо установить баланс между количеством расплавленной проволоки и скоростью подачи проволоки в среднем с течением времени. Динамическое смещение рабочей точки не должно препятствовать образованию сплошного шва. Каждый раз, когда дуга нарушается, состояние равновесия должно быть восстановлено, что в таком случае называется стабильной дугой.
При дуговой сварке металлическим электродом в среде защитного газа используются источники питания с приблизительно постоянным напряжением в более широких диапазонах тока. Это позволяет процессу стабилизироваться за счет «внутреннего регулирования». Если скорость плавления ниже скорости подачи проволоки, конец проволоки приближается к поверхности сварочной ванны, дуга становится короче, а сила тока увеличивается. В результате скорость плавления увеличивается и превышает скорость транспортировки. Дуга становится длиннее, и ток снова падает. Этот процесс регулирует длину дуги и обеспечивает баланс между плавлением и скоростью подачи проволоки. Результатом описанного эффекта является установка силы сварочного тока путем выбора скорости подачи проволоки.
Для сварки более толстой проволокой (> 2,5–3 мм), как и при сварке под флюсом , используются источники питания с падающей характеристикой UI, поскольку «внутреннее» управление стабилизацией дуги недостаточно быстрое. Здесь скорость подачи проволоки изменяется с помощью «внешнего» управления, чтобы обеспечить равновесие плавления. Более высокое напряжение дуги приводит к более высокой скорости двигателя подачи, что означает, что больше проволоки подается с длинной дугой, пока снова не будет достигнута желаемая длина дуги.
Даже при ручной дуговой сварке металла используются источники питания с падающей характеристической линией UI, чтобы обеспечить приблизительный ток Констанца.
Динамическое поведение дуги

Динамические характеристики короткой дуги

Динамические характеристики импульсной дуги


Динамические свойства и контроль соответствующего источника питания, а также условия горения дуги могут быть считаны в динамических характеристиках дуги. При сварке короткой дугой (перенос материала с образованием короткого замыкания) фазы короткого замыкания чередуются с фазами горения. Длина дуги изменяется циклически. Это связано со сдвигом рабочей точки сварочного тока и сварочного напряжения. В фазе отрыва капли напряжение дуги падает до тех пор, пока капля не образует короткое замыкание, а ток возрастает до максимального тока короткого замыкания. Мост короткого замыкания разрывается при отрыве металлической капли. Когда перемычка между электродом и деталью разрывается, напряжение возрастает очень быстро, поскольку для зажигания дуги требуется повышенное напряжение. Начальное падение тока происходит очень медленно из-за индуктивностей в сварочной цепи. Повторное зажигание происходит при относительно высокой электрической мощности. Часть жидкого мостика может взорваться, и возникнут брызги, если скорость увеличения тока не была снижена за счет достаточного эффекта дросселирования в цепи. Однако, если скорость увеличения тока слишком мала, отрыв капли может быть затруднен, и процесс станет нестабильным.
При сварке импульсной дугой повышенное импульсное напряжение регулярно накладывается на базовое напряжение. Базовый ток и импульсный ток постоянно чередуются.
Чем меньше разброс динамических характеристик, тем стабильнее дуговой процесс.
Внешние воздействия на дугу
Напряжение столба дуги зависит от состава плазмы и распределения температуры, а также от распределения потока в столбе. Свойства газа (такие как энергия ионизации , теплопроводность , плотность , степень ионизации , проводимость столба дуги) влияют на распределение температуры в дуге (см. Уравнение Эггерта-Саха ).
Газы
Физические свойства газа влияют на технические сварочные свойства через свойства дуги, такие как переход материала, характеристики смачивания, глубина и форма проплавления, скорость сварки и характеристики зажигания. Газы с низкой энергией ионизации (например, аргон) облегчают зажигание и стабилизацию дуги по сравнению с газами с высокой энергией ионизации (например, гелий). Целенаправленное легирование инертных газов химически активными компонентами, такими как CO 2 или O 2, в диапазоне vpm приводит к стабилизации дуги, которая может улучшить результат сварки. Энергия диссоциации многоатомных компонентов в газе увеличивает подвод тепла в основной материал во время сварки из-за энергии, выделяющейся во время рекомбинации.
Теплопроводность защитного газа влияет на температуру сварочной ванны и, следовательно, на выход газов из сварочной ванны и форму шва. Достижимая скорость сварки также определяется свойствами газа.
Магнитное поле

Магнитное поле движущегося заряда в дуге
Магнитное поле вокруг проводника с током


Дуга состоит из движущихся носителей заряда, которые создают электрическое поле. Согласно законам электродинамики (см. Также), электрическое поле, которое изменяется в зависимости от местоположения и времени, создает магнитное поле, которое изменяется в зависимости от местоположения и времени. Для единичного движущегося со скоростью носителя заряда существует вектор напряженности магнитного поля на расстоянии :




![\ overrightarrow {H} = {\ frac {ev_ {e}} {4 \ pi r ^ {{2}}}} [{\ textstyle \ overrightarrow {r}} _ {{0, e}} \ times {\ textstyle \ overrightarrow {v}} _ {{0, e}}]](https://wikimedia.org/api/rest_v1/media/math/render/svg/dacae91a4ffbb12429cdd6103442734b78f77efe)
с векторным произведением соответствующих единичных векторов.
![[{\ textstyle \ overrightarrow {r}} _ {{0, e}} \ times {\ textstyle \ overrightarrow {v}} _ {{0, e}}]](https://wikimedia.org/api/rest_v1/media/math/render/svg/ea744c6a9cdc6a344e2d5f7a8560256d8cf65071)
Сумма всех движущихся носителей заряда в дуге создает концентрическое магнитное поле вокруг дуги. Пока плотность носителей заряда равномерно распределена радиально вокруг оси дуги и окружающий материал равномерно распределен, дуга может гореть по прямой линии между анодом и катодом. Нарушения в распределении материала вблизи дуги, неоднородности в составе газа, одностороннее охлаждение дуги извне или изменение пути тока приводят к нежелательным отклонениям дуги, к так называемому эффекту обдува с нарушения сварочного процесса.
Диагностическая информация от сварочной дуги

Сварочный ток дуги MAG с распределением плотности сигнальных сегментов

Спектры двух дуг TIG с током 130 A и 90 A в аргоне в качестве защитного газа

Спектры двух аргоновых дуг разной длины и с разными сварочными токами. Большая длина дуги даже при увеличении силы тока приводит к меньшей интенсивности отдельных спектральных линий, так как плотность носителей заряда уменьшается. (к)

Плотность излучения по длине волны для выбранных температур согласно закону излучения Планка
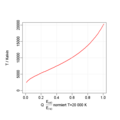
Температурная функция для длин волн 440/740 нм согласно





Электрические величины
На преобразование энергии дуги в значительной степени влияют электрические параметры тока и напряжения дуги. При сварке MIG / MAG сигналы имеют характеристические кривые в зависимости от типа дуги. Если эти сигналы измеряются в цифровом виде, частотные распределения могут быть сформированы в определенных временных окнах, параметры которых адекватно представлены сигналами. В течение долгого времени гистограмма как оценка плотности частоты превратилась в инструмент описания динамического поведения дуги во время сварки.
Световое излучение
Атомы и молекулы в дуге существуют в статусе характерного дискретного энергетического содержания. Энергетический статус изменяется после поглощения или высвобождения энергии в определенных количествах энергии. Излучение энергии происходит в виде электромагнитной волны, когда энергетический статус меняется с более высокого уровня на более низкий:

С
- Планковский квант действия Планковский квант действия
- частота
- Скорость света
- Длина волны.




Дуги излучают свет, когда возбужденные атомы возвращаются на более низкий энергетический уровень. Поскольку в сварочной дуге присутствуют возбужденные атомы различных элементов, линейчатые спектры соответствующих элементов зависят от температуры дуги и плотности частиц. Основные параметры дуги, такие как длина дуги, температура дуги и стабильность дуги, можно определить по спектру. Помимо линейчатого спектра взаимодействие между электронами и ионами создает непрерывное излучение, доля которого увеличивается с повышением температуры плазмы.
Предполагая, что плазма дуги находится в локальном электродинамическом равновесии, температуру дуги можно рассчитать по температуре электронов. Последнюю можно определить с помощью измеренных относительных интенсивностей отдельных спектральных линий.
Помимо излучения столба дуги, электромагнитное излучение из области дуги имеет другие источники, такие как точки крепления на электродах, материал нагретой капли, дополнительный горячий материал и сварочная ванна, которые излучают определяется непрерывный световой спектр, при этом интенсивность света, составляющего по существу столб дуги (включая длину дуги), определяется.
Интегральный вид излучаемого света в более широком спектральном диапазоне также может предоставить важную информацию. Излучение аргона имеет центральную длину волны 750 нм (от 550 до 850 нм), а излучение паров металлов (в основном железа) имеет два кластера около 420 нм и 520 нм. Если используются спектрально-селективные фотодиоды, компоненты от отдельных источников излучения и компонентов дуги можно фильтровать. Таким образом, можно управлять процессом импульсной сварки спектрально. С помощью двух спектрально чувствительных фотодиодов свет плазмы спектрально разрушается. Интенсивность света ионов металлов регистрируется синим / ультрафиолетовым фотодиодом, а интенсивность света защитного газа аргона - красным / инфракрасным фотодиодом. Рассчитывается разница между интенсивностями двух каналов, и на основании этого получается сигнал отключения импульса при достижении заданной температуры плазмы. Закон излучения Planchsche :

обеспечивает связь между излучаемой энергией как функцией длины волны света и температуры. При заданных температурах в зависимости от длины волны возникают удельные плотности излучения. Исходя из этого, можно оценить температуру плазмы, если доступна информация о двух значениях излучения с разными длинами волн, что обеспечивается двумя фотодиодами с разной спектральной чувствительностью (в диодах с максимумом чувствительности используются 440 нм и 740 нм). Принимая обе длины волны, отношение двух интенсивностей зависит от температуры плазмы:
- .


Если вычислить частное плотностей излучения по всем температурам, результатом будет монотонно возрастающая функция:
- .

Звуковое излучение

Выдержка из сигнала тока и напряжения при сварке короткой дугой MAG, звуковой сигнал и расчетный сигнал из сигнала тока и напряжения

Сравнение измеренного и рассчитанного звукового сигнала


Помимо оптического изображения сварочной ванны и присадочного материала, звуковое излучение дуги дает сварщику важную информацию о качестве процесса, т. Е. ЧАС. тип каплеотвода, его стабильность и, следовательно, ожидаемое качество сварного соединения. Звуковое давление и частота звука зависят от электрической энергии дуги и типа перехода материала. Отношения можно описать следующим образом:
- С
- Звуковой сигнал
- Сигнал напряжения
- Текущий сигнал




Коэффициент k зависит, среди прочего, от скорости звука и коэффициента адиабатического расширения воздуха. Описанная взаимосвязь была получена на основе измерений на электродуговых печах. Качественное описание можно перенести на сварочные дуги. Звук создается колеблющимся столбом дуги, а не областями падения анода и катода. Процесс сварки MIG / MAG характеризуется чередованием дуговых циклов зажигания и горения дуги с последующим переносом капель. Эти циклы можно четко распознать как по электрическим сигналам, так и по звуковому сигналу. Зажигание дуги вызывает высокое акустическое пиковое значение, а капельное короткое замыкание вызывает более низкое значение в обоих сигналах, в результате чего акустическое событие происходит с задержкой после электрического, но качественно такое же.
реквизиты для входа
- ↑ a b c d e f g h i j k l М. Шеллхейз: Сварочная дуга как технологический инструмент. Verlag Technik, Берлин 1985, ISBN 3-87155-100-7 .
- ↑ а б Г. Фусманн: Введение в физику плазмы. ( Memento из в оригинале с 18 февраля 2016 года в Internet Archive ) Info: архив ссылка была вставлена автоматически и еще не была проверена. Проверьте исходную и архивную ссылку в соответствии с инструкциями, а затем удалите это уведомление. Конспект лекций. HU Berlin, 2001.
- ^ J. Wendelstorf: Ab initio моделирование тепловых плазменных газовых разрядов (электрические дуги). Диссертация . Технический университет Брауншвейга, 2000.
- ↑ Ю.К. Топчий, В.П Каменев: Установка для определения распределения в дуге с неплавящимся оэдения Сварочное производство, Москва 1974, №1, c. 51-52. (Ю. К. Топчи, В. П. Каменев: Устройство для определения распределения потенциала в дуге на неплавящемся электроде. Савр. Производство, М., 1974, 1, с. 51-52).
- ↑ Г. Герц, Р. Ромп: Введение в физику плазмы и ее техническое применение. Akademieverlag, Берлин 1968, DNB 451073819 .
- ↑ А. Хюбнер: Исследования влияния и воздействия добавок азота в защитный газ на поведение при горячих трещинах выбранных материалов на основе никеля, чувствительных к горячим трещинам. Диссертация. Магдебургский университет, 2005 г., DNB 979123410 .
- ^ A b К. Гольдман: Электрические дуги в аргоне: характеристики вольт-амперного и вольт-дугового зазора. В кн . : Физика сварочной дуги. Лондон, 1966, стр. 17-22.
- ↑ а б В.Р. Верченко: Статические характеристики дуги при сварке плавящимся электродом в среде защитных газоваитных. Автоматическая сварка, 8 - (1958), с. 5-7 (Верценко В. Р. Статические характеристики дуги при сварке плавящимся электродом в защитном газе. Авт. Сварка, 1958, с. 5-7).
- ↑ ЮМинг Чжан: Мониторинг сварочного процесса в реальном времени. Издательство Woodhead, 2008, ISBN 978-1-84569-268-1 .
- ↑ EN 60974-1: 2012 Оборудование для дуговой сварки - Часть 1: Источники сварочного тока .
- ↑ PanGas: Сварка соединяет - сварочные, режущие и защитные газы. Информационный лист 099.7305.2012-11.V2.3000.UD ( Memento из с оригинала от 6 октября 2014 года в Internet Archive ) Info: архив ссылка была вставлена автоматически и еще не была проверена. Проверьте исходную и архивную ссылку в соответствии с инструкциями, а затем удалите это уведомление. .
- ↑ О. Майр: Вклад в теорию статической и динамической дуги. В кн . : Архив электротехники. 37 (1943), № 12, стр. 588-608.
- ↑ С. Бергер: Модель для расчета динамического электрического поведения быстро удлиненных дуг. Диссертация. ETH Zurich, 2010.
- ↑ DIN 1910-100: 2008-02: Сварка и родственные процессы - Термины - Часть 100: Процессы сварки металлов с дополнениями к DIN EN 14610: 2005.
- ↑ М. Шеллхейз, 1965, с. 36.
- ↑ Защитные газы Linde для сварки. Торговый документ A402 от Linde Gas GmbH, 2006 г.
- ↑ М. Бекер: Уравнения Максвелла (почти) без формул. Блог Здесь живут драконы .
- ^ W. Вестфаль: Физика. Спрингер, 1963, с. 249.
- ↑ Даниэль Флавио Видал Бебиано: Мониторинг и локализация действий солдатских солдат с использованием технических средств эспектрометрии. Диссертация. Universidade de Brasília, 2008 г. (мониторинг и устранение неисправностей сварки TIG с использованием спектрометрических методов).
- ↑ Pengjiu Li, YuMing Zhang: Надежное определение длины дуги. В: IEEE Transactions по приборостроению и измерениям. 3, 2001, стр. 697-740.
- ↑ a b c d e Г. Хайнц, Х. Шёпп, Л. Дорн: Оптимизация энергозатрат при сварке импульсной дугой с помощью спектрально чувствительных датчиков. ( Memento из в оригинале от 3 ноября 2014 года в Internet Archive ) Info: архив ссылка была вставлена автоматически и еще не была проверена. Проверьте исходную и архивную ссылку в соответствии с инструкциями, а затем удалите это уведомление. Заключительный отчет IGF 14.607, GFaI e. В., ИЯФ Грайфсвальда, Берлинский технический университет, 2008 г.
- ↑ Ф. Эрдманн-Йеснитцер, Д. Рехфельдт: Метод и устройство для контроля сварочного процесса в процессах электросварки, в частности в процессах дуговой и электрошлаковой сварки. Патент Швейцарской Конфедерации 507769, 1971 г.
- ↑ Даниэль Флавио Видаль Бебиано, Фернан Диас Франко: МОНИТОРИМЕНТ ДЕФЕКТОВ СВАРКИ В РЕАЛЬНОМ ВРЕМЕНИ С ПОМОЩЬЮ СПЕКТРОМЕТРИИ. В: Серия симпозиумов ABCM по мехатронике. Том 3. С. 784-792.
- ↑ М.С. Венгловски: Исследование спектра света дуги при GTA-сварке. В: Журнал достижений в области материаловедения и машиностроения. Выпуск 1-2, 2007 г., стр. 519-522.
- ↑ a b c Э. Х. Кайо, SC Absi Alfaro: Система контроля качества процесса сварки GMA без вмешательства в процесс с использованием акустического зондирования. В: Датчики. Выпуск 9, 2009 г., стр. 7150-7166.
- ↑ EH Cayo, SC Absi Alfaro: Идентификация режимов переноса сварного шва по уровню звукового давления в процессе GMAW. ( Memento из в оригинале с 13 июля 2014 года в Internet Archive ) Info: архив ссылка была вставлена автоматически и еще не была проверена. Проверьте исходную и архивную ссылку в соответствии с инструкциями, а затем удалите это уведомление. В: Журнал достижений в области материаловедения и машиностроения. Выпуск 1, 2008 г., стр. 57-62.
- ↑ MG Drouet, D. Nadeau: Акустическое измерение напряжения дуги, применимое к дуговой сварке и дуговой печи. В: J. Phys. E: Sci. Instrum. Том 3, 1982, с. 268.