
Формирование
Формирования (также пластиковые формирования ) в соответствии с DIN 8580 один из шести основных групп производственных процессов . Основными производственными процессами формования являются валки , ковка , ковка , экструзия , экструзия , глубокая вытяжка и гибка . Поэтому к процессам , в которых заготовка пластиковых (материалы металлов и термопластичных пластмасс воспитывающиеся) избирательно в другом виде, без материала из заготовок , чтобы удалить как в разделяющий добавлено признать , или как в присоединении . Материал сохраняет свою массу и ее сцепление. С другой стороны, при разделении и соединении масса и сцепление уменьшаются или увеличиваются.
Формовка отличается от деформации тем, что изменение формы вносится специально . С другой стороны, деформация - это нецелевое пластическое изменение формы (например, в результате дорожно-транспортного происшествия ).
Отдельные процедуры сгруппированы по различным критериям:
- В зависимости от размеров заготовок различают массивную формовку , формовку листового металла и формовку проволокой .
- В зависимости от температуры различают холодную штамповку , при которой прочность заготовок увеличивается во время обработки, и горячую штамповку .
- В стандарте DIN 8580 процессы разделены в соответствии с механическими напряжениями , действующими на заготовки, при формовании сжатием, формовании растяжением, формовке изгибом и т. Д.
После первичной формовки большая часть материалов перерабатывается в полуфабрикаты ( листы , проволока и другие профили (например, стержни, заготовки )). Для производства массовых продуктов дальнейшее формование полуфабрикатов обычно является наиболее экономичным процессом. Преимуществом является, помимо прочего, хорошее использование материала. Кроме того, процессы формования обеспечивают поток волокна с ориентацией на нагрузку по сравнению с процессами удаления стружки или процессами литья.
Важные образующие машины гибочные станки , прессы , падение молотки , Oberdruck- и контрудар молоток , винтовые прессы , эксцентриковые прессы и гидравлические прессы . Большинство из них подходят для нескольких производственных процессов, в зависимости от установленных инструментов.
Изменение формы обычно представляет собой степень деформации, указываемую вместе с пределом текучести , который представляет собой напряжение, необходимое для возникновения пластической деформации на записанных кривых течения . На основании этого можно рассчитать усилие формования и работу формования.
Определение, классификация, отграничение от деформации
Формовка является одной из шести основных групп производственных процессов и, следовательно, находится на вершине системы. Соседние пять основных групп - это U- образная форма , резка , соединение , покрытие и изменение свойств материала .
Изменение формы определяется в стандарте DIN 8580 как «производство пластика или пластика, изменяющего форму твердого тела».
Общий критерий классификации - связность материала. Он сохраняется при изменении формы, т.е. не уменьшается, как при разделении, ни увеличивается при соединении. Отсюда следует, что никакие компоненты не добавляются и не удаляются из необработанной части. Масса также осталась неизменной. На практике большинство материалов, используемых в технологии формовки, приблизительно несжимаемы. Таким образом, приблизительно сохраняется объем заготовки. Этот закон постоянного объема является важной основой расчетов в технологии формования.
При деформации изменение формы происходит случайно или непреднамеренно. Например в дорожно-транспортном происшествии . Когда Чтобы форма контраст штамм целенаправленная и преднамеренная. Аналогичные сроки восстановления и переплавки.
Пластичность как обязательное условие
Металлы и их сплавы обладают способностью постоянно изменять свою геометрическую форму под действием внешних сил без потери материального контекста или изменения массы заготовки. Этот эффект, известный как пластичность , обусловлен структурой металлов.
Металлы состоят из кристаллитов , ориентация которых изотропна или анизотропна . Пластические изменения формы металлических материалов происходят в результате обтекания кристаллографически предпочтительных плоскостей скольжения и в предпочтительных направлениях скольжения внутри кристаллитов. Плоскости и направления скольжения зависят от структуры металлов и их решетчатых структур ( металлической решетки ). Существуют объемно-центрированные кубические , гранецентрированные кубические структуры или гексагональные решетчатые структуры. Изменение формы металла происходит за счет движущихся дислокаций (трансляции) или так называемого двойникования. Поход начинается, когда приложенное напряжение сдвига превышает критическое напряжение сдвига . При гексагональной структуре металлов сетка складывается из одного слоя в другой (образование двойников).
Если в результате деформации напряжения в материале непреднамеренно превышают прочность на сдвиг или прочность на разрыв , это приводит к трещинам сжатия или разъединения, которые делают заготовку непригодной для использования. Этому разрушению материала можно противодействовать более адаптированной формовкой, т.е. ЧАС. измененная стадия или повышение температуры материала.
В настоящее время большой областью исследований в технологии штамповки, как и в других специализированных областях, является моделирование . С помощью различных программ (в основном на основе метода конечных элементов , например Autoform или LS-DYNA ) процессы формования моделируются и рассчитываются, а результаты расчетов отображаются визуально. Это позволяет более точно прогнозировать ошибки при производстве компонентов, а также оптимизировать расход материалов и технологический процесс.
Ассортимент материалов
В принципе, можно формировать все пластически деформируемые материалы. Это касается всех металлов и большинства сплавов. Безусловно, наиболее часто используемым материалом при обработке металлов давлением является сталь . По-прежнему часто используются алюминий , медь и их сплавы. Сплавы, которые хорошо подходят и предназначены для формовки, называются деформируемыми сплавами . Иногда их прямо называют деформируемым алюминиевым сплавом . Важным исключением является сталь, «сплав кованого железа» в отличие от чугуна, не поддающегося формованию . Также используются свинец, олово, цинк, никель, титан и их сплавы.
Формуемость
Формуемость - это свойство материала, которое указывает, насколько хорошо материал может быть обработан формованием. Желательны
- низкая прочность, что приводит к низким усилиям обработки и
- высокое удлинение при разрыве , что позволяет значительно изменять форму.
Классификация производственных процессов
Производственные процессы в технологии формовки классифицируются по нескольким критериям:
- В зависимости от температуры заготовки различают горячее и холодное формование.
- По размерам заготовок при формовании цельного и листового металла
- В соответствии с типом напряжения (например, растягивающее, сжимающее или изгибающее напряжение) DIN 8582 разделяет, на что часто ссылаются в специальной литературе.
Горячее и холодное формование
Это будет между
- Холодная штамповка ,
- Теплая ковка и
- Дифференцированная горячая штамповка .
При горячей штамповке заготовку перед формованием нагревают до температуры, превышающей температуру рекристаллизации материала. В результате во время формования регулярно происходит рекристаллизация , что препятствует затвердеванию материала. Холодное формование происходит при температуре ниже температуры рекристаллизации. Это 450 ° C для чистого железа и 3 ° C для свинца, поэтому формование свинца при комнатной температуре - это уже горячее формование. При горячей штамповке заготовка нагревается до температуры ниже температуры рекристаллизации, благодаря чему преимущества горячей штамповки (более легкая формуемость и более высокая формуемость) могут быть объединены с преимуществами холодной штамповки (затвердевание, более высокая точность). Для сталей технически и экономически приемлемые температуры составляют от 500 ° C до 900 ° C.
Листовой металл и массивная штамповка
В формировании листового металла , листы используются в качестве исходных частей. В основном это плоские листы. Это приобрело значение в первую очередь благодаря автомобильной промышленности. Для этого важны гибка и глубокая вытяжка, а также скручивание , прессование и вытяжка . Формовка листового металла обычно выполняется холодной штамповкой.
При массовом формовании используются трехмерные необработанные детали, а точнее: необработанные детали, которые имеют одинаковые размеры во всех трех измерениях. Массивное формование выполняется частично горячим и частично холодным формованием. Важными производственными процессами являются прокатка, штамповка без штамповки и штамповка, экструзия, экструзия и гибка прутков и труб.
Классификация по нагрузке на заготовки (DIN 8582)
В соответствии с DIN 8582, эти процессы , образующие которые подразделены в соответствии с напряжениями , которые в основном вызывают формирование.
Различают следующие группы:
Формовка под давлением согласно DIN 8583
Формование с преобладающим напряжением сжатия. Почти все подгруппы очень важны.
- Катание между двумя или более вращающимися инструментами, роликами. Из него изготавливают плиты, листы , фольгу , винты и стальные трубы .
- Свободное формование (также ковка в открытых штампах): формование с помощью инструментов, не имеющих формы, которую необходимо изготовить. Его часто используют в качестве предварительной стадии для ковки методом капельной ковки, он очень гибкий, но довольно малопроизводительный и подходит для очень больших заготовок и небольших серий.
- Формовка в штампе (также штамповка), формовка с помощью инструментов, которые содержат форму, которая должна быть изготовлена, по крайней мере, частично как негатив. В основном используется в серийном производстве, например, для различных деталей привода транспортных средств. Это очень продуктивно, но не очень гибко.
- Вмятины , вмятины формовочных инструментов близко к поверхности. Не имеет большого значения.
- При нажатии через , это включает в себя важные экструзиях и процессы экструзии , которые используются для серии деталей и строительных профилей, а также сравнительно незначительного сужения .

Ролики

Freeforms

Формы штампа

Экструзия




Формовка под давлением согласно DIN 8584
Формование с одновременным напряжением от растягивающих и сжимающих нагрузок в различных эффективных направлениях; Подгруппы:
- Вытягивание Вытягивание необработанных деталей через полые инструменты. Заготовки становятся уже и длиннее. Используется для производства проволоки, труб и профилей.
- Глубокое рисование Безусловно, самый важный процесс в группе. Плоские листы вытягиваются в полые формы. Он используется для изготовления различных полых корпусов, в том числе банок для напитков, частей тела и шлемов.
- Прессы Здесь из плоских металлических листов изготавливают осесимметричные полые тела, например, кастрюли. Форма заготовок контролируется движением инструмента. Поэтому прядение по сравнению с глубокой вытяжкой более гибкое, но менее производительное.
- Вытягивание воротника используется для расширения отверстий в плоских металлических листах, а также для отбортовки .
- Выпучивание используется для выпучивания полых тел.
- Гидроформование - это формирование полых тел за счет создания давления внутри. Частично также как взрывное формирование .
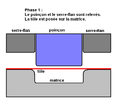
Глубокая вытяжка, необработанная часть (красный)

Глубокая вытяжка, готовая деталь

Компонент, полученный путем вытягивания воротника


Формование на растяжение согласно DIN 8585
Формирование под преобладающим растягивающим напряжением; Подгруппы:
- Длина , например, удлинение стержней или листов.
- Расширение , например расширение полых тел
- Глубины , например, полые тиснения на знаки транспортных средств
Гибка согласно DIN 8586

Формование под преобладающим напряжением изгиба; Изгибание может быть использовано для пластин, стержней и трубок , и дополнительно разделено в соответствии с DIN:
- Формовка на гибку с прямым движением инструмента
- Формовка на гибку с вращением инструмента

С прямым движением ( здесь свободный изгиб )

С вращательным движением (здесь поворотное изгибание )


Формовка сдвигом согласно DIN 8587
Формование с преобладающим напряжением сдвига.
- Скручивание : вращающимся движением инструмента. Используется для производства буров, гребных винтов.
- Перемещение : Прямым движением инструмента. Используется для изготовления кривошипов коленчатых валов.

Скручивание

Переехать


Дальнейшие процедуры
Производительность, гибкость и точность
Большинство технологических процессов формовки сравнительно производительны, но неточны. Поэтому они используются в качестве процесса, подходящего для массового производства , чтобы примерно определить форму готовых компонентов из необработанных деталей. В большинстве случаев необходима постобработка с помощью более точных, но менее производительных процессов, в частности, шлифовки .
Достижимая точность, указанная как допуск ISO , обычно находится в диапазоне от IT16 до IT12 (небольшие числа более точны) (например, при прецизионных вариантах точной ковки ) также до IT8. IT6 также может быть достигнут с помощью некоторых процессов, таких как холодная экструзия . Таким образом, литье как важный конкурентный процесс аналогичен, в то время как механическая обработка регулярно становится предметом более пристального внимания к IT7 и прецизионным вариантам IT6. Измельчение достигает даже IT1.
Достижимая шероховатость поверхности ( глубина шероховатости R z ) обычно составляет от 1000 мкм до 10 мкм для формования, до 4 мкм для экструзии и до 1 мкм для прокатки. Аналогичного качества поверхности можно добиться с помощью литья. С другой стороны, при механической обработке достигается шероховатость от 2,5 мкм до 1 мкм, а при шлифовании - даже до 0,25 мкм.
Некоторые процессы в технологии штамповки используют инструменты, которые уже содержат негативную форму заготовки, включая прокатку и ковку . Они очень производительны, но не очень гибки, поскольку для различной формы заготовки требуются разные инструменты. Другие процессы влияют на форму заготовки посредством движения инструментов, включая ковку в открытых штампах , прядение и многие процессы гибки. Они относительно гибки, но непродуктивны.
машины
Формовочные машины могут быть далее подразделены в зависимости от производственного процесса на гибочные машины , прессы , волочильные машины (для протягивания ) и прокатные машины . Однако можно реализовать несколько производственных процессов, установив разные инструменты. Прессы в основном подходят для ковки в открытых и закрытых штампах, а также для глубокой вытяжки. Таким образом, зарекомендовала себя классификация по основному функциональному принципу. В формовочных машинах с ограничением энергии одинаковое количество энергии воздействует на заготовку с каждым ходом. Это можно сделать, всегда роняя инструмент с определенной высоты, как отбойный молоток . К этой группе также принадлежат перфораторы с верхним давлением и противовесом, а также винтовые прессы . Формовочные машины с ограничением пути проходят один и тот же путь с каждым ходом. К ним относятся эксцентриковые прессы , кривошипные прессы и коленчатые прессы . Силы, связанные с усилием, действуют на заготовку до тех пор, пока не будет достигнута определенная сила. К ним относятся гидравлические прессы .
Режущие машины очень похожи по конструкции на формовочные машины и делятся на гильотинные ножницы , вырубные прессы и пробивные машины . В основном они используются для обработки листового металла , который служит исходным материалом для последующей штамповки, а также для последующей обработки при штамповке (штамповка и удаление заусенцев).
Расчетные базы
Кривые течения, предел текучести и степень деформации
В большинстве областей техники диаграмма "напряжение-деформация" используется для определения взаимосвязи между изменением формы тела и преобладающими силами или напряжениями (силой на площадь) . Здесь в качестве переменных используются удлинение (изменение длины по отношению к исходной длине) и техническое натяжение (сила на начальное поперечное сечение).
Эти размеры не зарекомендовали себя в технологии формования. Вместо этого здесь определяется кривая потока , которая обеспечивает взаимосвязь между степенью деформации и напряжением потока .


- Предел текучести - это напряжение, необходимое для пластической деформации. Это связано не с начальным сечением, а с реально существующим сечением.
- Степень деформации - это изменение длины, которое связано с существующим изменением длины.
Кривые потока и, следовательно, напряжения потока зависят от нескольких параметров. Наиболее важные из них:
- температура формования
- скорость формования
- материал
Постоянство объема
В технологии формовки детали в хорошем приближении считаются несжимаемыми. Таким образом, объем заготовок остается постоянным. Например, если ширина заготовки при прокатке постоянна, а толщина уменьшена вдвое, то ее длина увеличивается вдвое.
Следовательно, степени деформации для отдельных размеров должны быть равны нулю:

Скорость подвижного состава также является результатом постоянного объема: объем необработанной части, которая входит между роликами, также должен выходить за роликами. Если толщина листа уменьшена вдвое, скорость после роликов удваивается.
Скорость формования
Скорость формования показывает, насколько быстро происходит формирование. Предел текучести обычно увеличивается при быстрой деформации.

Применимо следующее:

Формовочные работы
Физическая работа, необходимая для формирования конкретной детали , требуется для планирования производства . В частности, для формовочных машин с ограничением энергии, таких как отбойные молотки , необходимо определять количество требуемых ходов, так как при каждом ударе выделяется определенное количество энергии.
Идеальная работа деформации (без учета трения) может быть рассчитана на основе деформированного объема , среднего напряжения текучести и степени деформации следующим образом:



- .

Реальная работа деформации (с учетом трения), полученная через Umformwirkungsgrad до


- .

Опыт показал, что эффективность формования составляет от 0,4 до 0,8. Он определяется экспериментальным путем, особенно для деталей сложной формы. Это зависит от трения о поверхности инструмента, типа процесса формования, отформованного материала, геометрии заготовки и потока материала.
Формирующая сила
Знание силы формовки требуется для формовочных машин по силе и траектории, чтобы определить, можно ли вообще обработать запланированные детали. Особый интерес здесь представляет максимальная сила.
При расчете необходимо различать, вводится ли сила прямо или косвенно в зону формования. В процессах с косвенным приложением силы заготовка передает усилие от точки контакта с инструментом в зону формования. Это включает в себя глубокий рисунок и рисунок через . В случае процессов с прямым приложением силы зона формовки находится непосредственно в точке приложения силы. Это включает прокатку и ковку.
При прямом приложении усилия идеальная формовочная сила (без учета трения) является результатом напряжения течения и площади поперечного сечения, перпендикулярной силе.


- .

В случае непрямого приложения силы идеальная сила формовки вместе со средним пределом текучести и степенью деформации составляет:
- .

Смотри тоже
литература
- Хартмут Хоффманн , Реймунд Нойгебауэр , Günter Spur : Handbook Forming , Hanser, 2012.
- Эккарт Доге , Бернд-Арно Беренс : Справочник Umformtechnik , Springer, 2010 г., 2-е издание.
- Фриц Клоке , Вильфрид Кениг : Производственный процесс 4 - формовка , Springer, 5-е издание.
Индивидуальные доказательства
- ↑ IPH - Обзор процессов в технологии формовки. Раздел: технологические процессы, автоматизация производства, логистика | IPH - Институт интегрированного производства в Ганновере. Проверено 12 февраля 2018 года .
- ↑ Эккарт Доге, Бернд-Арно Беренс: Handbuch Umformtechnik - Основы, технологии, машины Springer, 2-е издание, 2010 г., стр. 7.
- ↑ Эккарт Доге, Бернд-Арно Беренс: Handbuch Umformtechnik - Основы, технологии, машины Springer, 2-е издание, 2010 г., стр. 7.
- ^ [1] Основы технологии формовки Проф. Маук, IAM-2005
- ↑ Кениг, Клок: Производственные процессы - Том 4: Umformen Springer, 5-е издание, стр. 88–98, особенно стр. 88.
- ↑ König, Klocke: Manufacturing Processes - Volume 4: Forming Springer, 5-е издание, стр. 222f.
- ↑ Эккарт Доге, Бернд-Арно Беренс: Handbuch Umformtechnik , Springer, 2010, 2-е издание, стр. 259.
- ↑ Эккарт Доге, Бернд-Арно Беренс: Handbuch Umformtechnik , Springer, 2010, 2-е издание, стр. 259 и далее.
- ↑ Эккарт Доге, Бернд-Арно Беренс: Handbuch Umformtechnik , Springer, 2010 г., 2-е издание, стр. 269–471.
- ↑ Альфред Герберт Фриц, Гюнтер Шульце (ред.): Технология производства , Springer, 9-е издание, 2010 г., стр. 411, 419.
- ↑ Альфред Герберт Фриц, Гюнтер Шульце (ред.): Технология производства , Springer, 9-е издание, 2010 г., стр. 411, 445.
- ↑ Альфред Герберт Фриц, Гюнтер Шульце (ред.): Технология производства , Springer, 9-е издание, 2010 г., стр. 411, 458.
- ↑ Альфред Герберт Фриц, Гюнтер Шульце (ред.): Технология производства , Springer, 9-е издание, 2010 г., стр. 411, 463 и далее.
- ↑ Альфред Герберт Фриц, Гюнтер Шульце (ред.): Технология производства , Springer, 9-е издание, 2010 г., стр. 3.
- ↑ Век, Брехер: Станки - Том 1, 5-е издание, стр. 51–53.
- ↑ König, Klocke: Manufacturing Processes - Volume 4: Forming Springer, 5th Edition, p. 28.
- ↑ Альфред Герберт Фриц, Гюнтер Шульце (ред.): Технология производства , Springer, 9-е издание, 2010 г., стр. 414, 416.
- ↑ Альфред Герберт Фриц, Гюнтер Шульце (Ред.): Fertigungstechnik , Springer, 9-е издание, 2010 г., стр. 419.
- ↑ König, Klocke: Manufacturing Processes - Volume 4: Forming Springer, 5th Edition, p. 28
- ↑ Альфред Герберт Фриц, Гюнтер Шульце (редактор): Технология производства , Springer, 9-е издание, 2010 г., стр. 417 f.
- ↑ Альфред Герберт Фриц, Гюнтер Шульце (Ред.): Fertigungstechnik , Springer, 9-е издание, 2010 г., стр. 418.