
заклепка



.JPG)
Заклепка или (множественные заклепки; в разговорной речи в Германии, Австрии и Швейцарии также технически известна как заклепка , множественные заклепки ) представляет собой пластически деформируемый цилиндрический соединительный элемент . Заклепочное соединение между плоскими частями материала, лежащими друг на друге в точке соединения (например, листового металла , пластмассовых деталей, кожи или прочных хлопчатобумажных тканей ), называется клепкой .
За счет образования второй головки заклепки во время клепки заклепка не может быть потеряна или соединение между двумя или более компонентами не может быть разъединено. После горячей клепки любой продольный люфт между заклепкой и плоскими частями исчезает из-за усадки охлаждающей заклепки. С другой стороны, ослабляется недостаточная поперечная деформация в отверстии под заклепку, вызванная сжатием.
Заклепки в основном изготавливаются из металлов и сплавов , а также из пластмасс . Они относятся к простым элементам машин , у которых стандартизированы почти все свои свойства .
этимология
Слово заклепка происходит от древневерхненемецкого слова hniutan «крепить». В средневерхненемецком , заклепка должна также стоять на гвоздь , который был забитым широким .
Слово распространено в нескольких формах и родах :
- технический язык : заклепка, мн. заклепка; Однако в 1914 году Ф. М. Фельдхаус все еще считал форму заклепки правильной.
- Общий язык , австрийский , швейцарский верхненемецкий, а часто и южно-немецкий: заклепка, заклепка .
Обе формы все чаще смешиваются. Вы можете найти стандарты DIN на «заклепках», а также ÖNORM на множественном числе «заклепки».
Общий


В соединяемых деталях необходимо сделать отверстия чуть большего диаметра, чем у заклепки. Заклепка проталкивается через эти компоненты так, что она выступает за их пределы. Затем выступающий конец заклепки обрабатывается молотком, образуя головку (так называемую закрывающую головку ), которая надежно соединяет компоненты. Часть заклепки, противоположная закрывающей головке, называется установочной головкой, а часть между ними - хвостовиком заклепки .
Преимущество заклепок перед винтами состоит в том, что ни один из компонентов не требует навинчивания . Одним из недостатков является то, что соединение не может быть разорвано без разрушения. Однако этот недостаток является наиболее важным преимуществом этой техники соединения в некоторых областях - именно там, где важны постоянные соединения. Сюда входит авиастроение, в котором клепанные соединения представляют собой существенную основу конструктивных элементов. В отличие от резьбовых соединений, которые необходимо проверять сложными измерениями (крутящий момент и т. Д.), Заклепочное соединение по форме можно распознать оптически и без измерения усилия на сформированной закрывающей головке.
Крепежные детали обеспечивают преимущество перед сварными соединениями в том, что не происходит структурных изменений и деформации из-за нагрева. Несвариваемые и разнородные материалы также могут быть соединены друг с другом.
В зависимости от предполагаемого использования обрабатываются головки различной формы, например, полукруглые, потайные, плоско-круглые и плоские потайные головки. Головка заклепки опирается на одну сторону соединяемых деталей. Вал проталкивается через предварительно просверленное или предварительно пробитое отверстие и деформируется по ширине под давлением, так что детали прочно соединяются друг с другом. Давление может внезапно или постоянно дуть z. Б. наноситься гидравлическим прессом . Заклепки диаметром более 8 мм выбиваются в горячем состоянии , то есть нагреваются до желтых углей в кузнице , забиваются и формируются головки. Когда он остывает, заклепка сжимается и зажимает соединяемые детали. Поэтому различают холодные и горячие заклепочные соединения .
важность
Классическое заклепочное соединение в настоящее время часто заменяется сварным соединением в технических приложениях . Клепка используется только там, где сварка не подходит, например, в легких конструкциях или несвариваемых материалах, а также при ремонте старых заклепочных соединений.
Причины этого могут быть:
- Компоненты, которые необходимо склеивать, должны быть размещены друг над другом и просверлены вместе, в противном случае заклепка не пройдет сквозь отверстия из-за производственных допусков . При необходимости отверстие необходимо обработать фрезой или разверткой . Этот процесс более трудоемкий и дорогостоящий, чем автоматизированные процессы склеивания или сварки. Кроме того, винты дешевле в обработке, чем традиционные заклепки. Однако это не касается глухих заклепок .
- Каждое клепаное соединение необходимо проверять индивидуально.
- Силовой поток отклоняется заклепочным соединением, создавая в компоненте дополнительный изгибающий момент . Стыковые сварные соединения лишены этого недостатка. Дополнительный изгибающий момент можно компенсировать только более сложными многослойными соединениями (рисунок рядом).

- По сравнению с линейными соединениями в тонких металлических листах в области отверстия под заклепку возникает повышенное напряжение .
- Соединяемые части материала ослаблены отверстиями.
- Заклепочные соединения в зависимости от используемых материалов чувствительны к коррозии . A Abrosten соединяемые компоненты или головки заклепок могут привести к ослаблению соединения.
- В джинсах и кожаных изделиях заклепки используются только для украшения, без каких-либо фактических удерживающих или других функций (например, для направления шнурков). То же самое относится и к конструкции ножа, например ножа Laguiole , где маленькие, не имеющие функции заклепки, окружающие центральную заклепку, вместе образуют крестообразный орнамент.
Процедура
Обычные методы клепки:
- Заклепки твердые
- Полые заклепки
- Глухие заклепки
- Заклепки самопробивные
Твердая заклепка

Вероятно, самая старая технология соединения - это клепка сплошными заклепками . Истоки клепки твердыми заклепками восходят к бронзовому веку . Тем не менее, этот метод подключения имеет важные особенности, которые делают его незаменимым даже сегодня для соединений, важных для безопасности. Помимо металлоконструкций зданий, это в первую очередь авиастроение. Даже новые самолеты по-прежнему производятся путем клепки конструкций из листового металла сплошными заклепками.
Наиболее важной причиной использования массивных заклепок является простота изготовления заклепочных соединений и тот факт, что качество соединения можно проверить, просто посмотрев на него без инструментов. Это, вероятно, самая важная причина, по которой массивные заклепки используются в критически важных для безопасности приложениях, которые подвергаются высоким постоянным вибрационным нагрузкам. Первоначально надежную посадку соединения следует проверять чисто визуально по форме установочной головки. Это не относится к коррозионным повреждениям в течение срока службы.
Это позволяет легко проверить качество соединения в самолетах, в которых конструкция закреплена тысячами клепаных соединений. Кроме того, стойкость сплошного заклепочного соединения к продолжительным вибрационным нагрузкам превосходит любой другой метод соединения. Например, самолет ( DO24 ATT ), построенный Дорнье с 1937 года , все еще находится в полете.
По форме головки эти заклепки еще называют заклепками полукруглыми и заклепками с потайной головкой.
Полутрубчатая заклепка
В полу-трубчатые заклепки соответствует твердой заклепкой, но имеет открытый конец на одной стороне, которая распространяется или фланцевое с помощью оправки , а не формируется в голову.
Полая заклепка

Полой заклепки является втулка , которая часто уже воротник , сформированный на одной стороне или закрытой головкой.
Открытые концы расширяются, когда заклепка прижимается друг к другу с помощью приспособления для заклепки специальной формы или соответствующих плоскогубцев и выкатывается наружу в сторону соединяемого материала.
Полые заклепки менее эластичны и также используются в декоративных целях (например, на ремнях ) или для усиления отверстий в бумаге и картоне.
Некоторые полые заклепки закрыты с одной стороны и снабжены колпачком с противоположной стороны, чтобы не было видно отверстия после осадки.
Заклепка стопорного кольца (болт стопорного кольца)
После вставки основного корпуса и прижатия соединяемых компонентов вокруг выступающего конца заклепочного болта с рифлением образуется кольцо. Это позволяет повысить прочность соединения, так как сама заклепка не деформируется и поэтому может состоять из затвердевшего материала.
Глухая заклепка


Заклепка также называется выдвижной контактный заклепки или поп - заклепки (ы) . Это полая заклепка особой формы, которая требует доступа только к одной стороне соединяемых компонентов и крепится с помощью специальных плоскогубцев для заклепок . В дополнение к собственно полому корпусу заклепки с головкой спереди, глухая заклепка состоит из более длинного вставленного стержня с головкой на внешней стороне конца заклепки, которая имеет заданную точку разрыва.
При слепой клепке процесс соединения происходит только с одной (обычно внешней) стороны детали. Заклепка вставляется с противоположной стороны через отверстие, соединяемые компоненты прижимаются друг к другу давлением на головку, затем выступающая из головки оправка вытягивается с рабочей стороны с помощью клещей для заклепок, прикрепленных к головке. . Это приводит к сжатию и, следовательно, к расширению заклепки в отверстии и за ним. На первом этапе высадка укорачивает полое тело заклепки. Это увеличивает диаметр. В конце первого этапа отверстие полностью заполняется заклепкой. Только когда глухая заклепка не может расширяться дальше в диаметре, за отверстием образуется заметное расширение. В конце процесса оправка отрывается в заданной точке разрыва в корпусе заклепки, и оставшийся остаток не выступает из заклепки; оторванная часть оправки попадает в плоскогубцы и выбрасывается. В случае глухих заклепок для специальных применений (авиация и т. Д.) Остатки оправки, оставшиеся в заклепке, закрепляются с помощью кольца, запрессованного во время обработки. Это означает, что никакие детали не могут отсоединиться, и более высокая прочность материала оправки на сдвиг может быть использована в полной мере.

Обычные диаметры глухих заклепок составляют 2,4 мм, 3,2 мм, 4 мм и 4,8 мм.
В просторечии глухая заклепка также известна как заклепка POP , которая происходит от бренда POP первого производителя Emhart Teknologies . Заклепка POP была представлена в Германии компанией Gebr.Titgemeyer GmbH & Co. KG из Оснабрюка в 1950-х годах. KVT-Koenig AG запустила в продажу глухие заклепки POP в Швейцарии.
Специальные формы:
- Заклепка глухая ударно-ударная. Здесь оправка не отрывается, а полностью вбивается для раскладывания заклепки. Оправка остается в заклепке и закрывает отверстие. Такие заклепки тоже изготавливаются из пластика.
- Чашечная заклепка (уплотнительная глухая заклепка). Утолщенный конец оправки здесь не виден, так как он полностью окружен корпусом заклепки (как чашка).
- Взрывная заклепка . Расширение здесь происходит за счет небольшого заряда взрывчатого вещества.
- Заклепка сквозная. В этом варианте оправка не имеет заданной точки разрыва и полностью протягивается через заклепку. Если оправка имеет шестигранную головку и на внешней поверхности заклепки выбита резьба, заклепку можно впоследствии демонтировать с помощью шестигранного ключа. Эта версия доступна с номинальным диаметром 3–4 мм.


- Заклепка протяжная FSR. Для использования в ограниченном пространстве заклепка с потайной головкой позволяет устанавливать заподлицо с обеих сторон. Таким образом, заклепка из микроформатов является идеальным решением для электронной промышленности. Вытягивающий стержень гарантирует, что после установки не останется ни незакрепленных оставшихся головок оправки, ни слепого свеса головки.
- Заклепка ступенчатая глухая (ступенчатая заклепка). Полый корпус заклепки состоит из более тонкой области, которая действует как глухая заклепка. Между ним и головкой есть область большего диаметра, которая не сжимается и не расширяется. Ступенчатые глухие заклепки используются, когда один из соединяемых компонентов не очень твердый, полый или поверхность чувствительна к давлению.
- Болты и гайки с глухими заклепками подходят для оснащения деталей с тонкими стенками с резьбой.
- Гайки для глухих заклепок представляют собой втулки с внутренней резьбой на одном конце и буртиком на противоположном конце. Вал имеет меньшую толщину стенки между резьбой и буртиком. Вместо оправки в качестве установочного инструмента ввинчивается винт или болт с резьбой, который при затягивании выдавливает тонкостенный вал наружу, в результате чего гайка глухой заклепки скрепляется с несущим материалом.
- В шпильках для глухих заклепок стержень обычной заклепки заменяется постоянно соединенным болтом с резьбой. Для установки заклепки болт с резьбой затягивается до затяжки заклепки.
- Заклепка-шпилька - это глухая заклепка, стержень которой (фигурный стержень) имеет головку специальной формы. Это поворачивает конец трубчатой заклепки наружу и остается наверху в виде колпачка, когда стержень отделяется от головки во время процесса вытягивания в заданной точке разрыва и вытягивается.
Самонастраивающаяся заклепка
Целью самонабивной клепки является непрямое неразъемное соединение деталей из листового металла без предварительной вырубки, необходимой для обычной полной клепки или слепой клепки. Для этого используется заклепочный элемент (вспомогательная соединительная деталь), который также выполняет функцию пуансона. В зависимости от используемого элемента заклепки важны два процесса заклепки с самонарезанием: клепка с самонарезанием с использованием сплошных заклепок или клепка с самонарезанием с помощью полутрубчатых заклепок . Общим для обоих методов является то, что они требуют доступа к обеим сторонам компонентов и что соединение выполняется в одноэтапном процессе настройки.
С полной заклепкой
При пробивной клепке сплошными заклепками соединение создается в процессе непрерывной штамповки и формовки, при котором сама заклепка не образуется. Соединяемые детали из листового металла помещаются на матрицу . Верхняя часть установочного инструмента опускается на соединяемые детали из листового металла. В то же время вогнутый заклепочный элемент автоматически подается и позиционируется. Детали из листового металла предварительно натягиваются установочным узлом. Теперь сам клепальный пуансон проталкивает клепальный элемент через соединяемые детали, при этом из обоих листов вырубается круглая деталь ( пробитая заготовка ). Обрабатывающее устройство для пробивной клепки сплошными заклепками сконструировано таким образом, что после пробивки соединяемых деталей оно прижимает пуансон по точно заданной траектории (управляемой силой или траекторией), преодолевая сопротивление соединяемых деталей. . Металлические листы прижимают к матрице с усилием, необходимым для подэтапов изготовления, описанных ниже. За счет кольцевой выпуклой конструкции пуансона и матрицы соединительный материал пластически деформируется. Соединительный материал на пуансоне и матрице течет в пространство, освобожденное вогнутой формой заклепочного элемента. На этом соединение завершено. При клепке с пуансоном сплошными заклепками важным условием надежного соединения с различными направлениями нагружения является контролируемое полное заполнение свободного пространства, которое задается геометрией заклепочного элемента; это единственный способ добиться неположительной и положительной связи.
Достигается высокая прочность на разрыв. Возможна почти ровная отделка с обеих сторон. Листы могут быть разной толщины и из разных материалов. Общая толщина листа обычно составляет 1,8–7 мм. Обычны заклепки из нержавеющей стали или алюминия.
С полутрубчатой заклепкой
Даже при клепке с самонарезанием полутрубчатыми заклепками заклепочный элемент служит одноразовым режущим пуансоном. Однако в процессе он тоже трансформируется. Соединяемые детали из листового металла помещаются на матрицу. Соединение фиксируется путем установки установочного устройства во время продвижения . При дальнейшем продвижении заклепочный элемент подается к стыку. В последующем процессе соединения элемент вырубной заклепки, в отличие от вырубной заклепки сплошными заклепками, пробивает только верхнюю часть из листового металла и пластически изменяет форму нижней части из листового металла в закрывающую головку. Форма закрывающей головки в основном определяется контуром гравировки штампа. Обратный ход происходит после достижения установленного максимального усилия (с управлением по силе) или по заданной траектории (с управлением по траектории). Заклепочный элемент принимает свою закрывающую головку в пластически деформированной нижней части из листового металла через образование буртика. Пробитая пуля, выбитая из верхней части листового металла, заполняет полый стержень заклепки и заключена в него. Достижение большого расширения стержня заклепки - важный геометрический параметр. Он оказывает значительное влияние на передаваемые усилия сдвига и тяги головы. Путем осадки пуансонной заклепки получается высокопрочная и беззазорная, т.е. ЧАС. плотное прилегание соединяемых деталей по форме . Кроме того, пуансонная заклепка закреплена в осевом и радиальном направлениях, так что в соединение вводится силовая посадка .
Толщина листа обычно составляет 0,75–2 мм.
Специальная процедура
Особым видом клепки пуансоном является клепка гидравлическим пуансоном , при которой жидкость под высоким давлением действует вместо пуансона .
Существуют также заклепки, которые могут быть выбиты из листового металла, имеют форму выпуклости и с несколькими острыми точками в одежде или ошейниках для собак, текстиле или коже. Различают пирамидальные, заостренные, убийственные, сабельные и ведьмовские заклепки; последние особенно популярны на панк-сцене на кожаных куртках. Часто наклонные конические наконечники изгибаются при проникновении в материал или при нахождении на наклонной поверхности контринструмента, затем согнутые наконечники удерживают заклепку - фактически, зажимая, это приложение называется заклепкой, потому что оно дает вид головки заклепки.
экзамен
Готовые заклепочные соединения не должны " отскакивать " при ударе испытательного молотка , они должны соединять компоненты без люфта . Отскакивающие заклепки нельзя смотреть вверх, их необходимо полностью заменить. Если более 5% всех заклепок детали нуждаются в замене, все заклепки необходимо заменить.
Типы нагрузки

Заклепки внахлест и откидные

соединение с одинарным, двойным или двутавровым вырезом

Нагрузки и деформации

Выбор расстояния между заклепками



Инструменты
Для закрывания заклепок также есть специальный инструмент, называемый ударником , который с помощью таких инструментов, как «клещи для заклепок», заклепочный инструмент приводится в действие или с пневматическим приводом «Нитхаммер» и «наковальня».
Конструкции
Соединение
Соединение

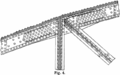
Точка поддержки

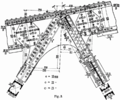
Стержень сжатия фермы

Стержень сжатия фермы
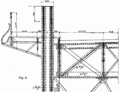
Строительство моста

Подставка для заклепок

Пример соединения

Müngstener Brücke : некоторые из 950 000 заклепок







{kind=link}
Нормы и стандарты
- Заклепки DIN 101 ; Технические условия поставки
- ÖNORM M 5300: 2001 12 01 Заклепки - Технические условия поставки
- Характеристики продукта:
- Заклепки полукруглые DIN 124 ; Номинальный диаметр от 10 до 36 мм ; Заклепки полукруглые DIN 660 ; Номинальный диаметр от 1 до 8 мм
- Заклепки с потайной головкой DIN 302 ; Номинальный диаметр от 10 до 36 мм ; Заклепки с потайной головкой DIN 661 ; Номинальный диаметр от 1 до 8 мм
- Заклепки для линз DIN 662 ; Номинальный диаметр от 1,6 до 6 мм
- Заклепки ферменные DIN 674 ; Номинальный диаметр от 1,4 до 6 мм
- Заклепки плоские DIN 675 (ленточные заклепки); Номинальный диаметр от 3 до 5 мм
- Заклепки полутрубчатые с полукруглой головкой DIN 6791 ; Номинальный диаметр от 1,6 до 10 мм ; Заклепки полутрубчатые с потайной головкой DIN 6792 ; Номинальный диаметр от 1,6 до 10 мм
- Заклепки полые DIN 7331, состоящие из двух частей ; Заклепки полые по DIN 7339, неразъемные , вытянутые из ленты
- Заклепки трубчатые DIN 7340 из трубы
- DIN 7341 головки штифтов
Смотри тоже
литература
- Буркхард Штрассманн: Встряхните, готово. В: Die Zeit № 10 от 2 марта 2006 г.
веб ссылки
- Демонстрация QuickRiveting
- Заклепка для одностороннего доступа к точке подключения
- Заклепка для двустороннего доступа к точке подключения
Индивидуальные доказательства
- ↑ FM Feldhaus: Технология доисторических времен, исторических времен и первобытных народов. Справочник для археологов и историков, музеев и коллекционеров, торговцев произведениями искусства и антикваров. Энгельманн, Лейпциг и Берлин 1914. Ключевое слово заклепка
- ↑ Заклепка, что
- ↑ например: DIN EN 2544: 1989-09 аэрокосмическая промышленность; Изображение заклепок на чертежах аэрокосмического оборудования: немецкая версия EN 2544: 1987 ( Beuth-Verlag )
- ↑ например, ÖNORM EN 2941: 2008 08 01 Аэрокосмическая промышленность - Заклепки из никелевого сплава - Технические условия поставки ( ASTANDIS , https)
- ↑ см. Также DIN 123, DIN 124, DIN 302, DIN 660, DIN 661, DIN 662, DIN 674, DIN 675, DIN 7338-A, DIN 7338-B и ISO 1051, а также Konstruktionsatlas.de , редактор Уве Кербиц
- ↑ см. Также DIN 6792 и DIN 7338, а также Konstruktionsatlas.de , редактор Уве Кербиц
- ↑ см. Также DIN 7339, DIN 7338-C и DIN 7340, а также Konstruktionsatlas.de , редактор Уве Кербиц
- ↑ a b c d см. Konstruktionsatlas.de , редактор Уве Кербиц
- ↑ см. Konstruktionsatlas.de , редактор Уве Кербиц
- ↑ Иллюстрация процесса настройки на сайте Böllhoff